Valves
- Home
- Products
Dependable Valves for Demanding Applications
Built for reliability and precision, our valves are perfect for industries such as oil and gas, water treatment, and process automation. Backed by trusted global brands we consistently deliver solutions that help optimize operations, enhance durability and boost efficiency
Butterfly Valves



Eccentric Butterfly Valves
If you’re looking for precise flow control and long-term reliability, eccentric butterfly valves are your go-to solution. Designed to minimize wear and provide a tight seal, these valves are perfect for applications like water treatment. Their durability ensures you get efficient operation with minimal maintenance.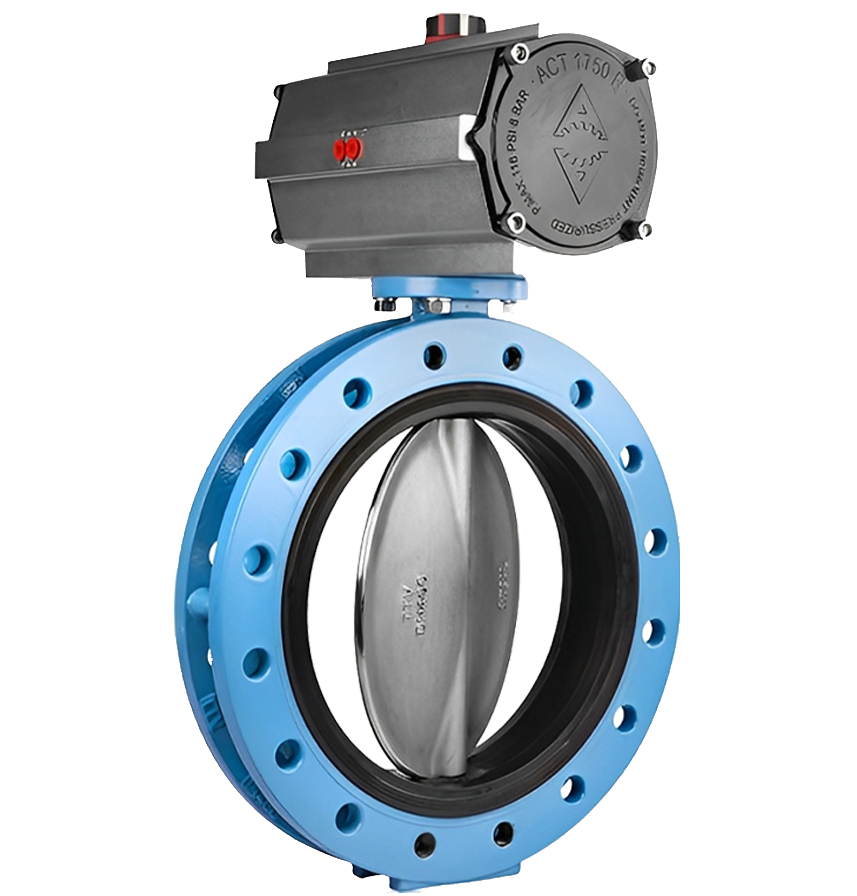
Double Offset Butterfly Valves
For industries like oil and gas, double offset butterfly valves offer exceptional flow control and sealing performance. They reduce torque, provide reliable operation, and handle a range of pressure conditions. If you need a valve that works as hard as your operation, this is the solution.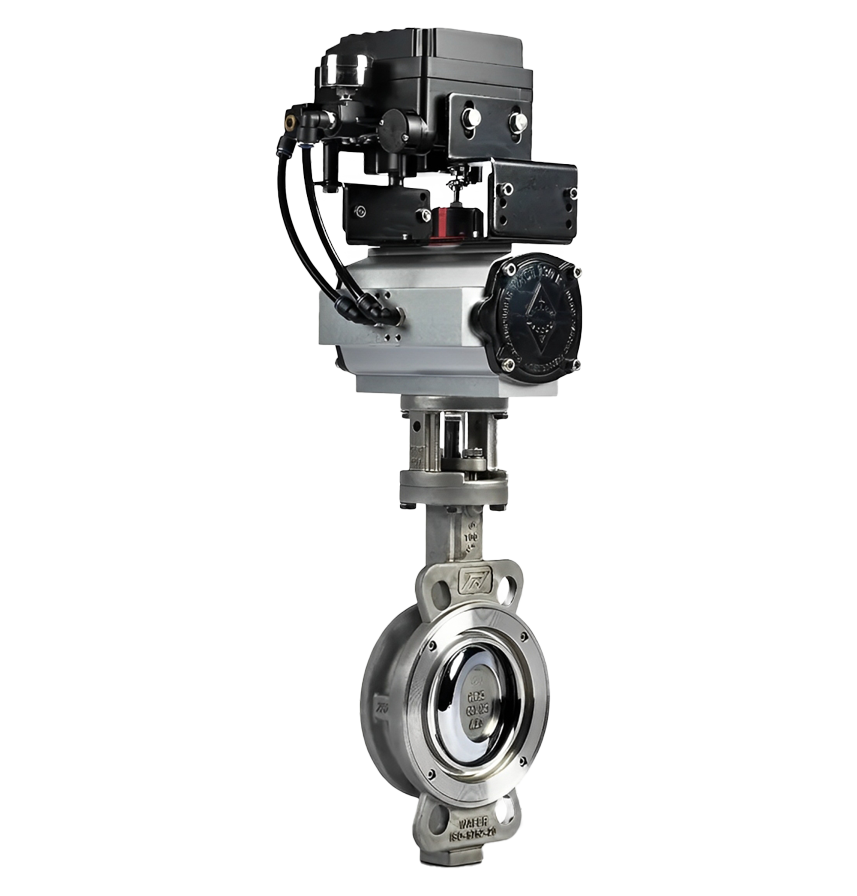
Triple Offset Butterfly Valves
When tight shut-off and minimal leakage are crucial, triple offset butterfly valves are the answer. With their advanced design, they thrive in extreme conditions and are perfect for critical applications. These valves ensure durability and reliable performance, making maintenance concerns a thing of the past.
Ball Valves



Wafer Ball Valves
If you’re seeking a space-saving solution without sacrificing performance, wafer ball valves are ideal. Their lightweight design suits low-pressure applications like HVAC systems or water treatment, helping maintain efficiency in compact spaces.
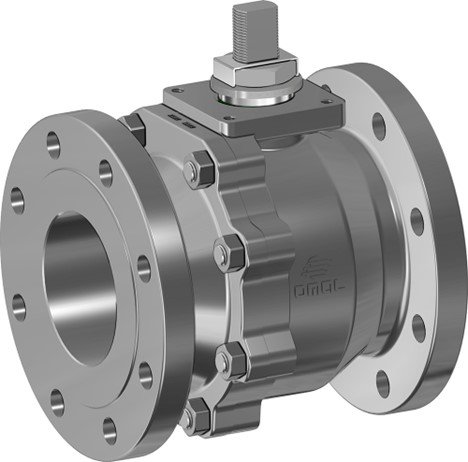
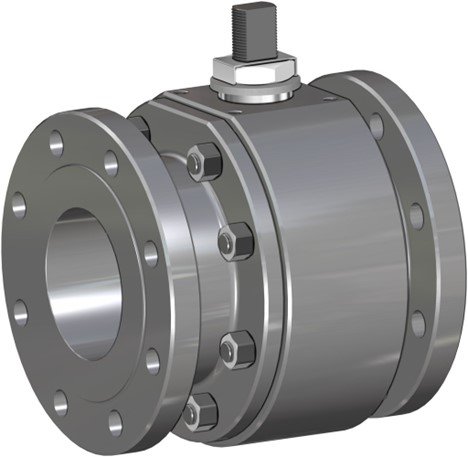
Flanged Ball Valves
For high-pressure systems where safety and durability matter, flanged ball valves deliver reliable performance. They’re ideal for industries such as oil, gas, and petrochemicals, offering the strength you need for demanding environments.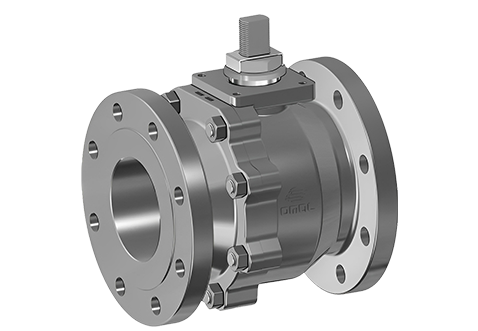
High Pressure Ball Valves
When you’re dealing with extreme conditions, high-pressure ball valves are up to the task. Capable of handling pressures up to ANSI 600, these valves are perfect for oil, gas, and high-temperature processes.
Trunnion Ball Valves
If you need reliable flow control for large-scale industrial use, trunnion ball valves are the perfect choice. Designed to handle demanding applications in petrochemicals, oil & gas, and water distribution, they offer you robust performance and low torque.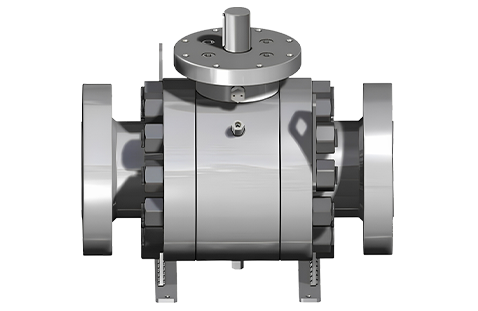
Three-Way Ball Valves
Three-way ball valves give you multiple input and output options. Perfect for process automation and HVAC systems, these valves allow you to manage both diverting and mixing with precision.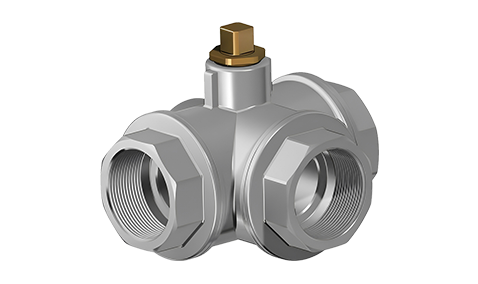
Fluid Control Valves



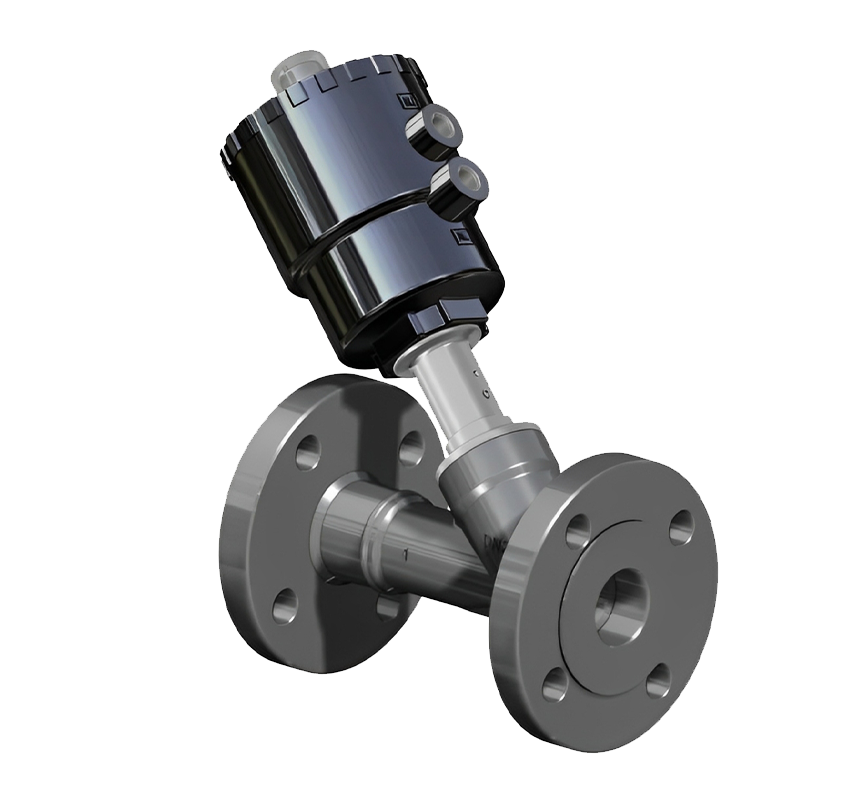
Angle Seat Valves : When you need reliable and efficient flow control, angle seat valves offer the perfect solution. They are designed for high-pressure applications and are ideal for controlling water, steam, and chemicals. With durable construction and a wide range of configurations, these valves ensure long-lasting performance in demanding environments like manufacturing and process automation.
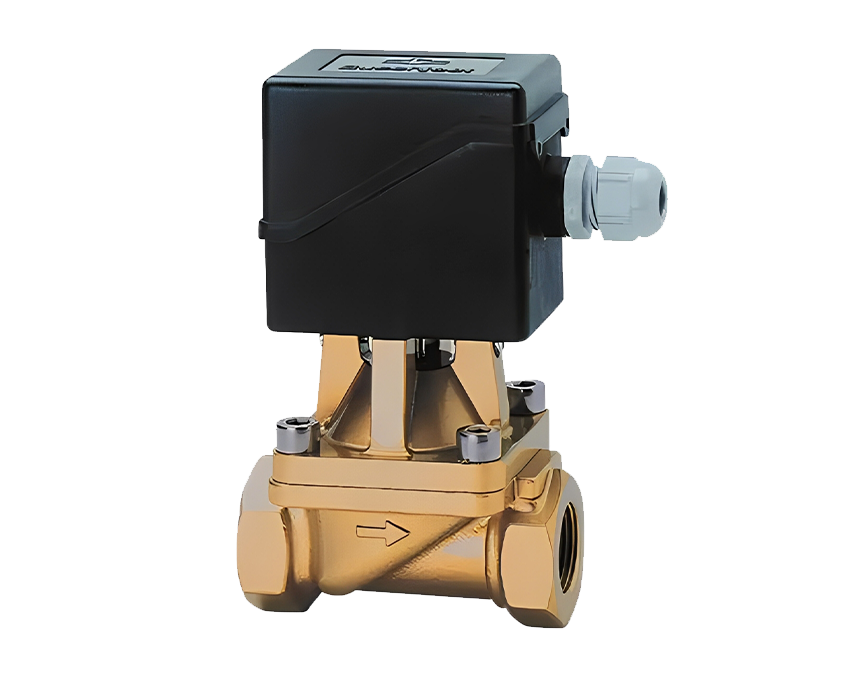
Indirect Acting Solenoid Valves : Indirect acting solenoid valves provide dependable fluid control in high-flow applications. They are known for their energy efficiency and versatility, handling a wide range of fluids. Perfect for industries like chemical processing and irrigation, these valves offer seamless integration into complex control systems, ensuring smooth operations.

Dust Filter Valves : Dust filter valves are designed to keep your systems running smoothly by managing air and dust flow. These valves are especially suited for industrial environments where dust control is critical, such as in manufacturing and material handling. With easy maintenance and robust construction, they help improve air quality and operational efficiency.

Motorized Valves : Motorized valves are ideal for automated fluid control, offering precise regulation with minimal manual intervention. Whether in heating, ventilation, or process systems, they ensure reliable and efficient operation. With options for different sizes and pressures, motorized valves are perfect for streamlining control in demanding applications.
Pneumatic Coaxial valves : We bring you OMAL’s VIP Pneumatic Coaxial Valves; an innovative, high-performance solution for precise and efficient fluid control in industrial applications. Designed for reliability and efficiency, these valves optimize air consumption while ensuring durability in demanding environments.

Indirect Acting Solenoid Valves
Indirect acting solenoid valves provide dependable fluid control in high-flow applications. They are known for their energy efficiency and versatility, handling a wide range of fluids. Perfect for industries like chemical processing and irrigation, these valves offer seamless integration into complex control systems, ensuring smooth operations. Angle Seat Valves
When you need reliable and efficient flow control, angle seat valves offer the perfect solution. They are designed for high-pressure applications and are ideal for controlling water, steam, and chemicals. With durable construction and a wide range of configurations, these valves ensure long-lasting performance in demanding environments like manufacturing and process automation. Dust Filter Valves
Dust filter valves are designed to keep your systems running smoothly by managing air and dust flow. These valves are especially suited for industrial environments where dust control is critical, such as in manufacturing and material handling. With easy maintenance and robust construction, they help improve air quality and operational efficiency.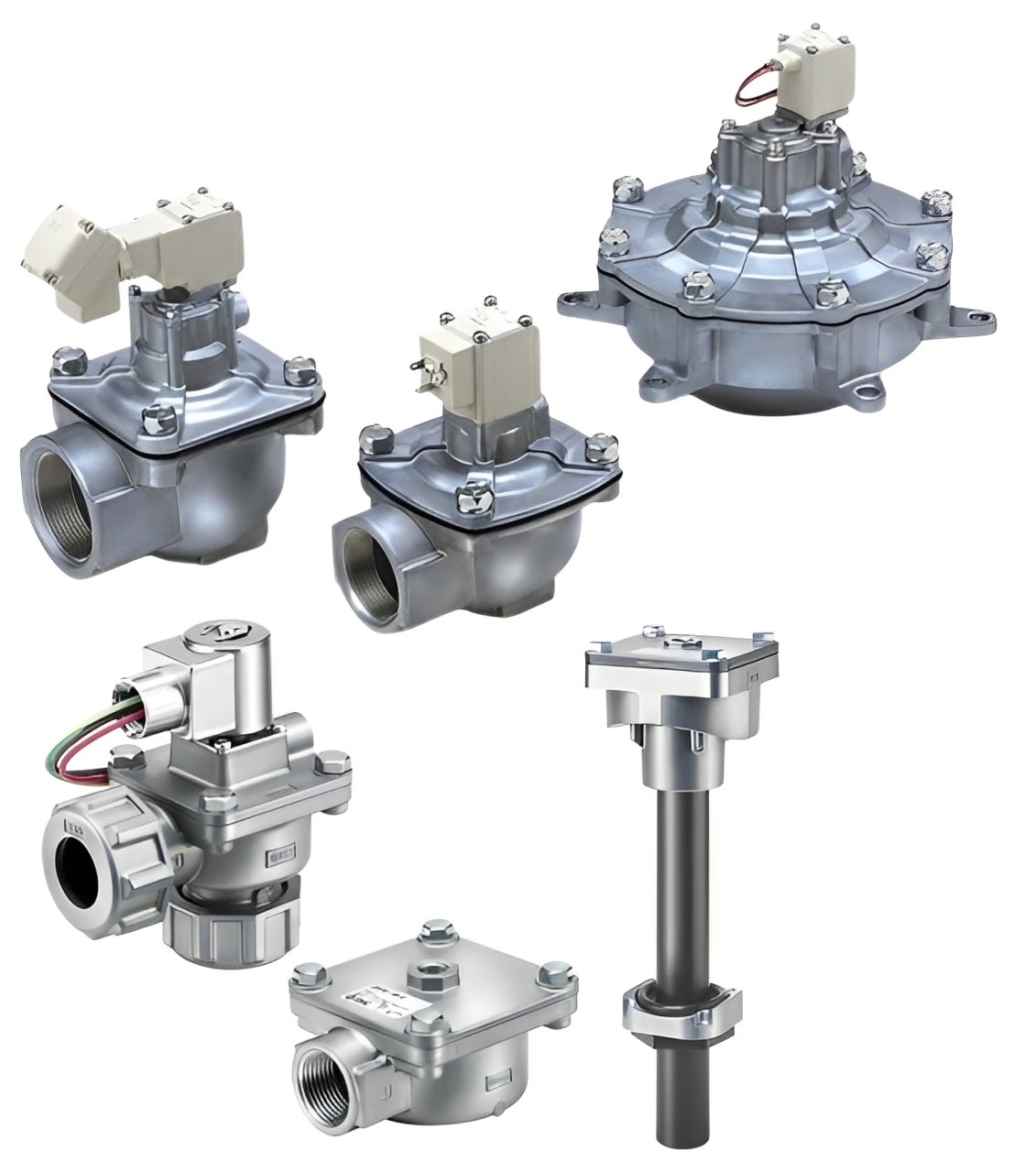
Motorized Valves
Motorized valves are ideal for automated fluid control, offering precise regulation with minimal manual intervention. Whether in heating, ventilation, or process systems, they ensure reliable and efficient operation. With options for different sizes and pressures, motorized valves are perfect for streamlining control in demanding applications. Pneumatic Coaxial valves
We bring you OMAL’s VIP Pneumatic Coaxial Valves; an innovative, high-performance solution for precise and efficient fluid control in industrial applications. Designed for reliability and efficiency, these valves optimize air consumption while ensuring durability in demanding environments.
4.3 Gate Valves
4.4 Fluid Control Valves





4.5 Pneumatic Coaxial valves
Valve Actuators











Pneumatic Actuators
Aluminum Actuators
Lightweight yet strong, aluminum actuators deliver reliable performance with excellent corrosion resistance. Ideal for industrial automation, they offer smooth operation and high efficiency, making them a go-to choice for a wide range of applications. Their durability and precision help you maintain seamless control in demanding environments.
Stainless Steel Actuators
When you need superior strength and resistance to harsh conditions, stainless steel actuators provide the perfect solution. Designed for industries like food processing, pharmaceuticals, and marine applications, they withstand high pressures and extreme temperatures while ensuring long-lasting performance.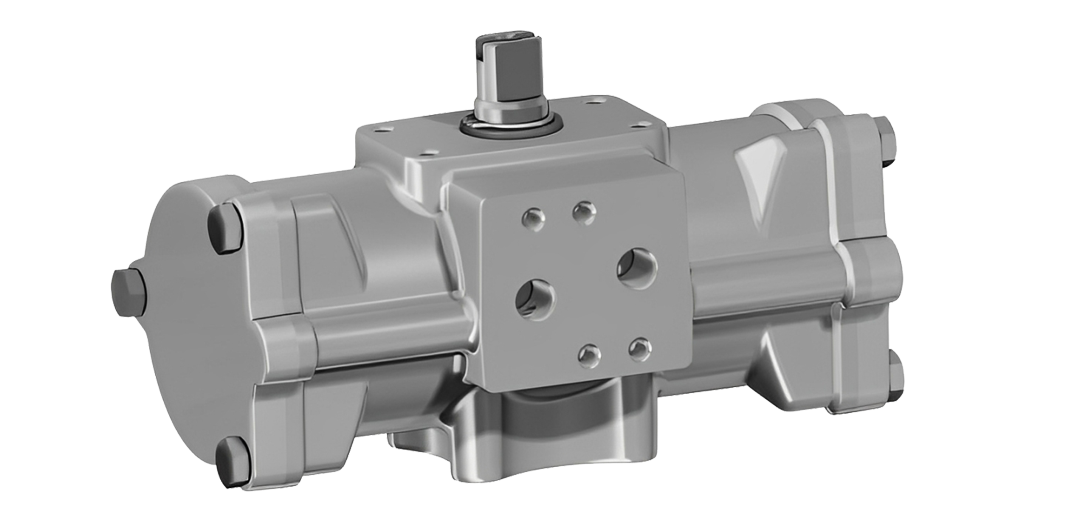
Carbon Steel Actuators
For heavy-duty applications that require toughness and durability, carbon steel actuators are built to handle intense workloads. Their high-strength construction makes them ideal for high-pressure systems in industries such as oil & gas, power plants, and manufacturing.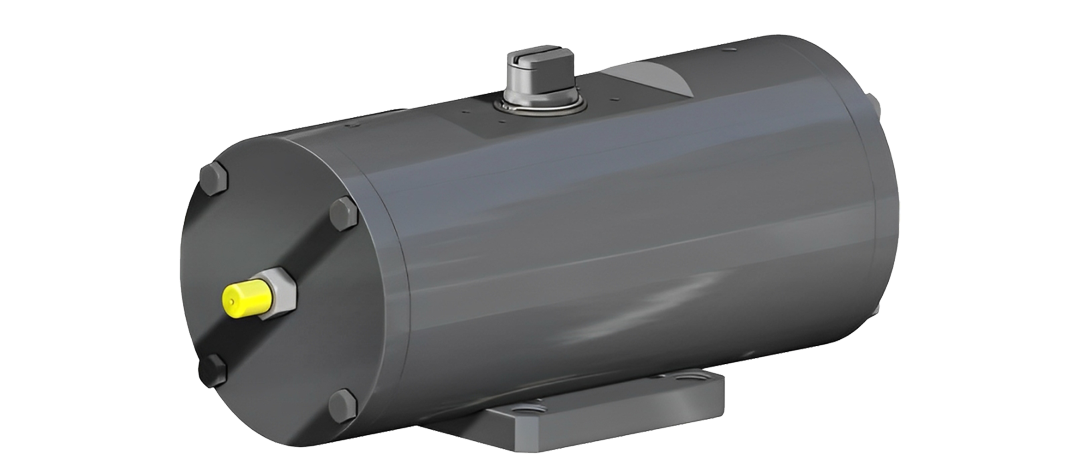
Epoxy Painted Actuators
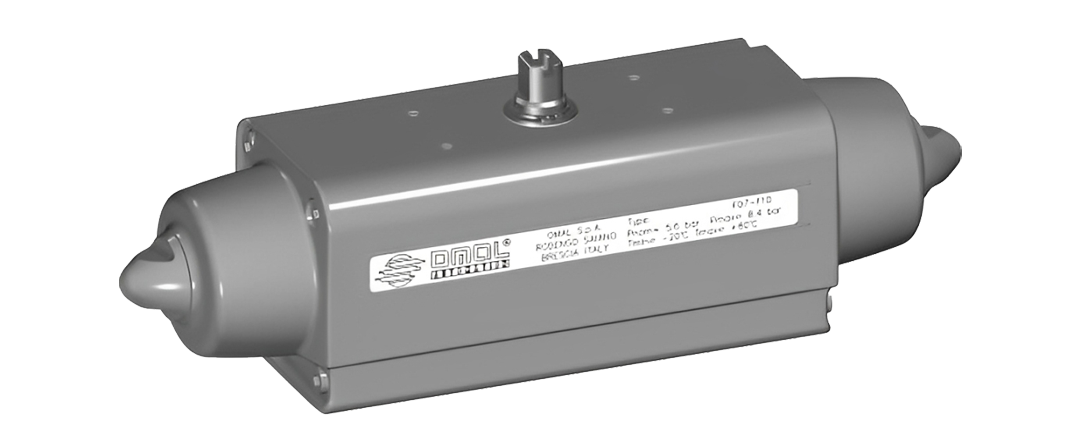
Polyamide Plastic Actuators
Designed for lightweight efficiency, polyamide plastic actuators provide excellent resistance to chemicals and moisture without compromising durability. Perfect for applications where weight reduction is critical, such as in chemical processing and automation systems, these actuators deliver smooth and efficient operation with minimal maintenance.
Electrical Actuators
Quarter Turn Actuators
When precision and efficiency matter, quarter-turn actuators provide fast, reliable operation for your automated valve control. Designed for applications like water treatment, HVAC, and industrial processing, they deliver smooth 90-degree rotation with minimal energy consumption. Their compact, durable design ensures long-lasting performance with low maintenance.
Multi-Turn Actuators
For applications requiring continuous or multiple rotations, multi-turn actuators offer the power and precision you need. Ideal for gate valves, globe valves, and industrial flow control, they provide smooth and accurate movement in high-pressure environments. With their robust construction and advanced automation capabilities, they help you maintain seamless control in demanding operations.
High-Torque Scotch Yoke Actuators
Pneumatic Scotch Yoke Actuators
Get powerful, efficient valve automation with pneumatic scotch yoke actuators designed for high-torque applications. These actuators deliver smooth, reliable operation with compressed air, making them ideal for oil & gas, chemical processing, and power plants. With their durable construction and energy-efficient performance, they help you maximize uptime and reduce maintenance.
Hydraulic Scotch Yoke Actuators
When you need robust performance in high-pressure environments, hydraulic scotch yoke actuators provide the strength and control you can rely on. Engineered for heavy-duty applications like pipeline systems and offshore drilling, they deliver high torque with precision and stability. Their rugged design ensures long service life, even in the harshest conditions.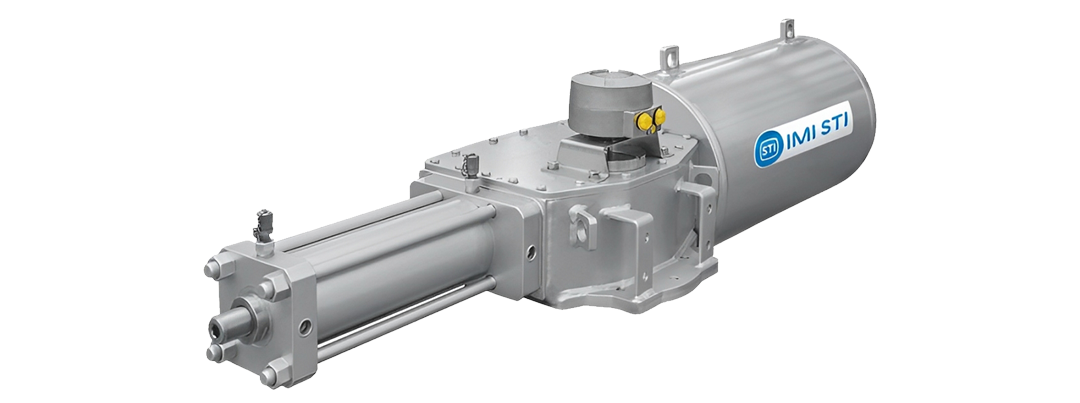
Actuators Accessories
Sensors & Limit Switch Boxes
Ensure precise valve monitoring with sensors and limit switch boxes that provide real-time position feedback. Designed for seamless integration with actuators, these vital accessories enhance automation, improve safety, and reduce downtime. Perfect for industries like oil & gas, water treatment, and manufacturing, they help you maintain control with confidence.
NAMUR Solenoid Valves
Experience quick valve actuation with NAMUR solenoid valves, designed for direct mounting on pneumatic actuators. These compact, high-performance valves optimize air control, ensuring reliable operation in demanding environments. Ideal for process automation, they help you enhance efficiency while minimizing air consumption.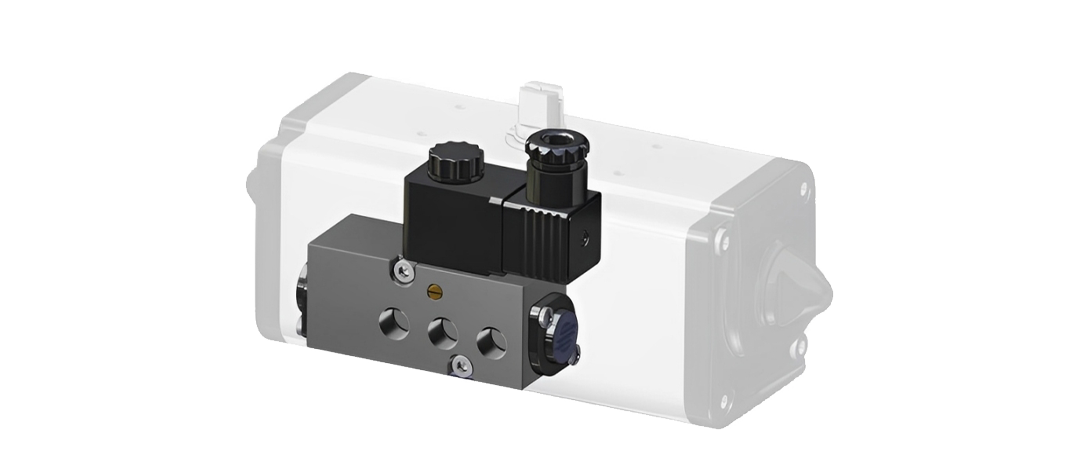
Positioners
Achieve precise valve control with advanced positioners that fine-tune actuator movement for optimal performance. Whether pneumatic or electro-pneumatic, these accessories improve accuracy, reduce energy consumption, and extend valve life. A must-have for industries requiring high-precision flow control, such as chemical processing and power generation.
Gear Boxes
Enhance torque control and manual operation with rugged, high-efficiency gearboxes designed for actuators. These durable components provide smooth, reliable performance in high-load applications, ensuring seamless valve operation even in harsh conditions. Ideal for heavy-duty industries like oil & gas, marine, and wastewater management.
Mounting Brackets
Secure and stabilize your actuator setup with precision-engineered mounting brackets. Designed for easy installation and compatibility with various actuator models, these brackets ensure proper alignment and long-term reliability. A simple yet crucial accessory that enhances system stability across multiple industrial applications.
Engineered for Excellence Across Key Industries
By partnering with HTE, you gain access to industry-specific valve solutions designed to meet the unique challenges of your operations. Our unyielding commitment to quality and innovation ensures that you receive products that not only meet but exceed industry standards, providing you with the reliability, consistency and efficiency you need to succeed
Oil & Gas
Within the oil and gas sector, precise flow control and robust equipment are paramount. HTE's valves are designed to withstand high pressures and extreme temperatures, ensuring safe and efficient operations in upstream, midstream, and downstream applications. Our solutions help you maintain operational integrity and meet stringent industry standards
Water & Wastewater Treatment
Efficient fluid management is crucial in water and wastewater treatment facilities. HTE offers valves that provide reliable performance and corrosion resistance, essential for controlling water flow and ensuring system longevity. Our products support the effective treatment and distribution of water, contributing to environmental sustainability.
Why Choose HTE for Valves
HTE provided us with top-notch solutions that transformed our operations. Their commitment to excellence and attention to detail made the entire process smooth and efficient. We appreciate their professionalism and will definitely work with them again!
James R Reliable & Results-DrivenHTE stands out for their dedication and expertise. They took the time to understand our challenges and provided tailored solutions that exceeded our expectations. The results speak for themselves. We couldn't be happier!
Linda M A Partner We Can TrustGet In Touch:
Discover How We Can Optimize Your Operations
Muscat – Sultanat of Oman
- Office 501, Al Nawras Commercial Center Al Khuwair.
-
Tel. +968 24472235,
Mob. +968 91780002 - Info@group-hte.com
High Tower Engineering L.L.C (HTE)
Copyright © 2024. By Final Arrow Agency.
Working with HTE has been a game-changer for our business. Their team is highly skilled, responsive, and truly understands our needs. From consultation to project completion, they delivered beyond our expectations. We highly recommend HTE for anyone looking for quality and reliability!
Sarah A Exceptional Service & Expertise